服务热线:
136 2683 7577

服务热线:
136 2683 7577
手机号:13626837577 / 13805835144
座机:0574-88914112
传真:0574-88928242
邮箱:464116085@qq.com
地址:宁波市奉化区岳林街道圆峰路52号
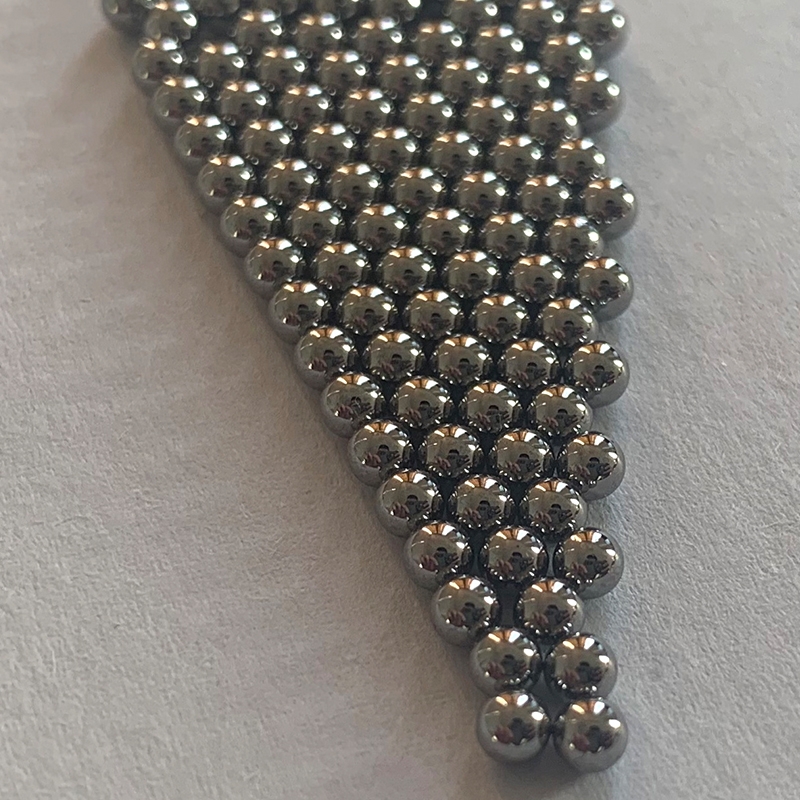
微型轴承钢球生产工艺流程以下:
1.伸线(拉丝):将购买的线缆用拉丝机拉申至所必须的电缆线径;
2.冷挤压(铸造):将拉好的线缆嵌入钢球冷镦机,由机身的钢模板镦弄成球胚;
3.光柱:光柱机身的二块生铁磨球圆板将冷挤压球坯子充压锉磨,除去球胚上的外环线带和两顶点;
4.软球:软球机内的二块生铁磨球圆板将光柱球坯子锉磨使球坯子碾成所需球径及外表粗糙度;
5.热处理工艺:使球装进热处理设备内多方面渗氮后热处理再淬火使球具备一定的渗氮层及强度,延展性和压碎负载;
6.硬磨:研磨设备内的沙轮片圆板将热处理工艺球胚充压切削,以除去球表层的灰黑色空气氧化层及调整球的精密度;
7.精磨/打磨抛光清理:精磨:将碾磨球胚在精磨机身精碾磨,使球做到制成品所必须的精密度和光滑度;打磨抛光清理:使球倒进打磨抛光滚桶内旋转并且用打磨抛光清洁剂放水清理使曲面清理明亮;
8.外型选别:用人力估测查验钢球表层有没有一切缺陷,并且用游标卡尺精确测量真同心度,批直徑变化量及用表层表面粗糙度仪检验外表粗糙度来做为全检;
9.包裝:将钢球/不锈钢钢球/滚动轴承钢球涂上防锈剂后装进纸箱子或包装袋后装包。



浙公网安备 33028302000361号